
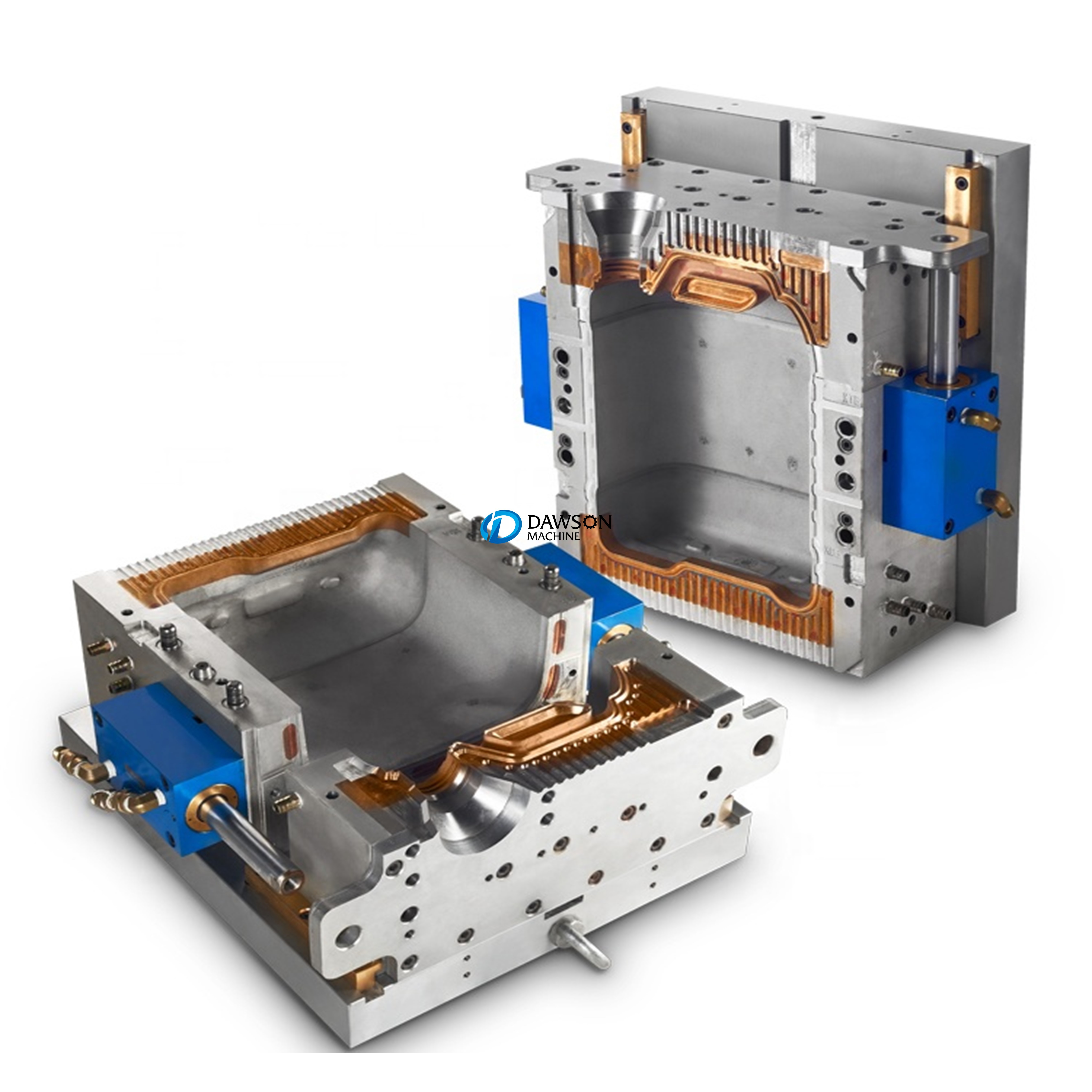
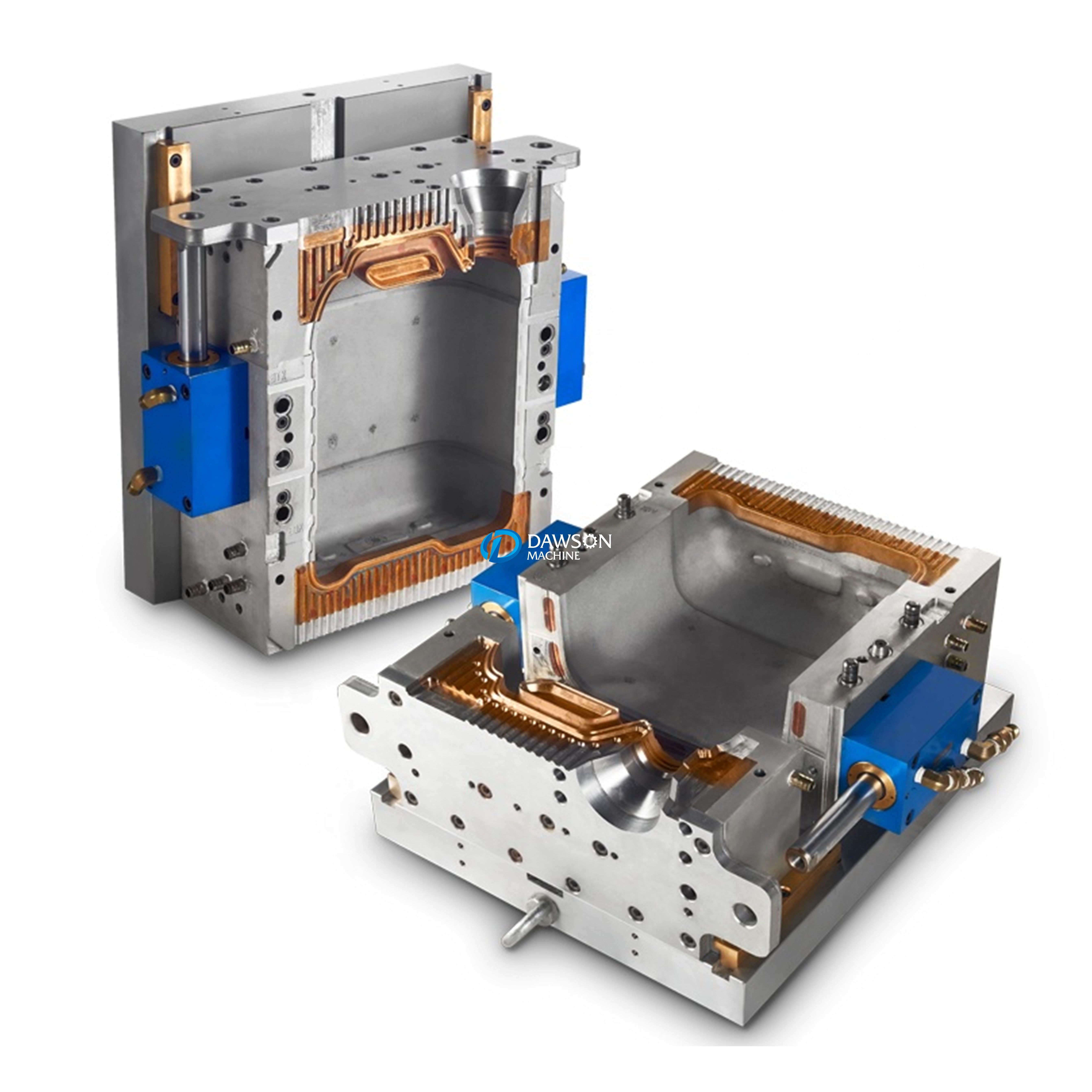


Узловые пункты управления производственным процессом прессформы дуновения
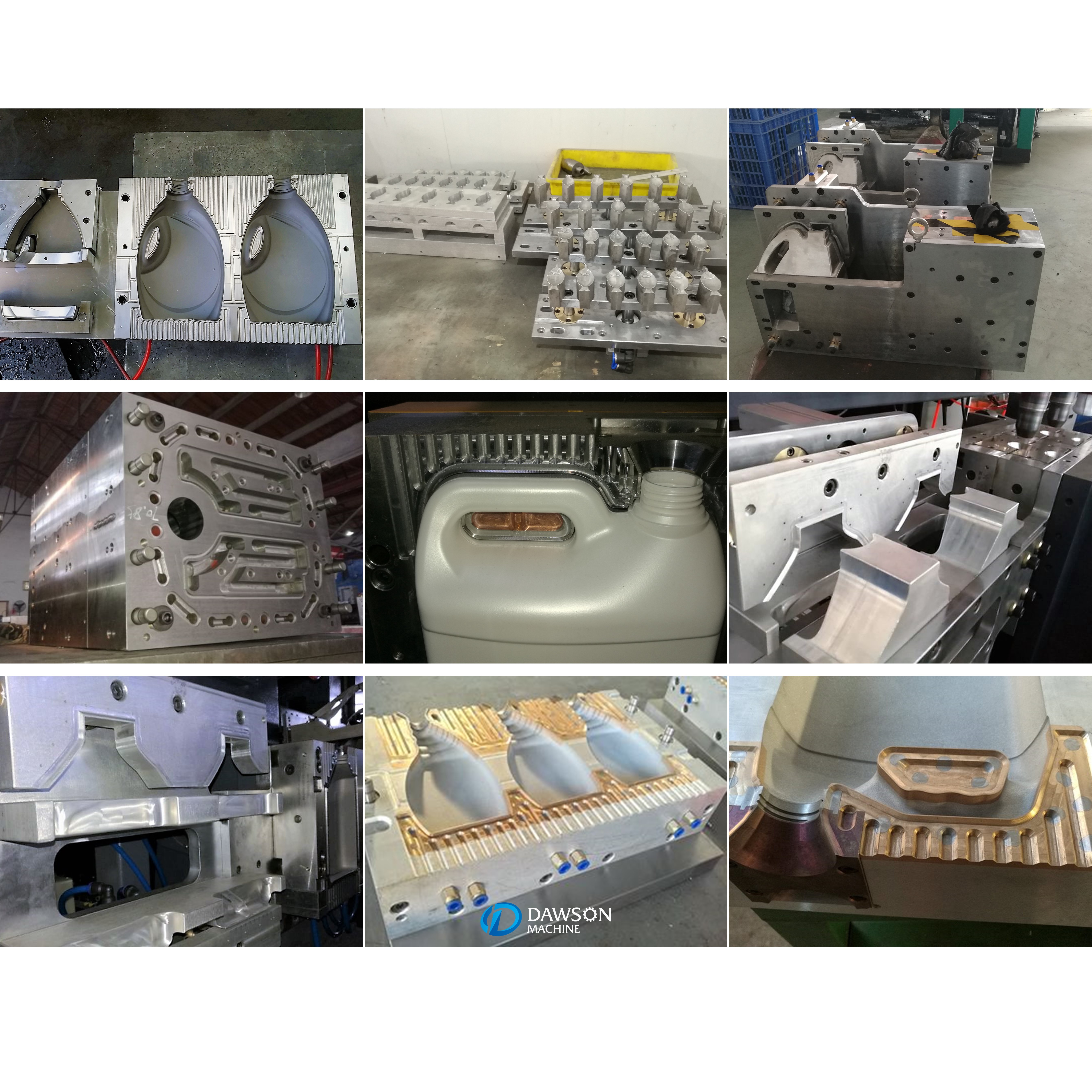
1) Для прессформы дуновения штранг-прессования внимание должно быть оплачено для того чтобы контролировать дефекты провеса и морщинки parison. Если свисание слишком длинно, то толщина стены будет уменьшена и остальной материал извлек увеличит; если свисание нет достаточно и parison слишком коротко, то его нельзя надуть.
2) Явление морщинки
Когда parison падает к некоторой длине, оно происходит потому что верхушка плавит parison не может принести вес parison и производит окружный стресс; вообще, расплавьте прочность выше, расширение диаметра parison небольшое, тариф штранг-прессования высок, и зазор плашки большой. Некоторая помощь для того чтобы улучшить морщинки.
3) Неровная толщина стены
Другая проблема в том, что когда parison понижено, толщина стены неровна. Обычно, шестиугольная гайка установлена на плашку головы машины, могущие понадобиться для того чтобы отрегулировать зазор между дорном и плашкой.
4) Вытыхание
Для того чтобы получить хорошее качество поверхности частей, вы должны обратить внимание вытыхание. Например, материал PE sandblasted на поверхности прессформы, и sandblasting размер частицы более менее чем 180#, и выдувная форма трудной пластмассы использована для отверстий вытыхания, вымотать иглы и вымотаться к тому же, увеличивающ инфляционное давление также полезен для того чтобы улучшить возникновение продукта.
МАШИННОЕ ОБОРУДОВАНИЕ DAWSON & ГРУППА ПРЕССФОРМЫ
*** МАШИНЫ ПРЕССФОРМЫ ДУНОВЕНИЯ ШТРАНГ-ПРЕССОВАНИЯ *** ЭКСПЕРТНОЕ
Наши клиенты все по всему миру.
Вьетнам, Австралия, Индонезия, Малайзия, Таиланд, Шри-Ланка, Казахстан, Россия, ОАЭ, Саудовская Аравия, Мальта, Румыния, Италия, Индия, Сирия, Эфиопия, Египет, Судан, Тунис, Алжир, Кения, Нигерия, Южная Африка, Зимбабве, Мексика, Гватемала, эквадор, Колумбия, Венесуэла, Перу….
Прессформа машины инжекционного метода литья прессформы машины прессформы дуновения
| Автоматическ-deflashing | √ |
| Без автоматическ-deflashing |
![]()


































